










Скорость вращения и скорость подачи - это основные параметры для установки режимов резанья.
Скорость вращения (n) - зависит от характеристик шпинделя, инструмента и обрабатываемого материала. Для большинства современных шпинделей обороты варьируются в диапазоне 12 000 - 24 000 об/мин (для высокоскоростных 40 000 - 60 000 об/мин).
Скорость вращения вычисляется по формуле:
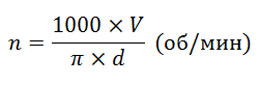 |
d – диаметр режущей части инструмента (мм)
П – число Пи, постоянная величина = 3.14
V – скорость резания (м/мин) - это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание:
Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
П – число Пи, постоянная величина = 3.14
V – скорость резания (м/мин) - это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание:
Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
Скорость подачи (S) – это скорость перемещения фрезы, вычисляется по формуле:
|
|
fz - подача на один зуб фрезы (мм)
z - количество зубьев
n- скорость вращения (об/мин)
Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
z - количество зубьев
n- скорость вращения (об/мин)
Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
Таблица выбора скорости резания (V) и подачи на зуб (fz)
Обрабатываемый материал
|
Скорость резания (V), м/мин
|
Подача на зуб (fz), мм
В зависимости от диаметра фрезы d |
|||||
|
0.5мм |
1-2мм |
3-4мм |
5-6мм |
8-10мм |
12-16мм |
||
|
Пластик |
300-400 |
0.02 |
0.06 |
0.15 |
0.20 |
0.30 |
0.40 |
|
Оргстекло |
100-150 |
0.02 |
0.05 |
0.10 |
0.18 |
0.25 |
0.30 |
|
Дерево |
200-450 |
0.02 |
0.035 |
0.055 |
0.09 |
0.12 |
0.18 |
|
Алюминий мягкий |
120-500 |
0.01 |
0.03 |
0.04 |
0.05 |
0.08 |
0.12 |
|
Алюминий твердый, Латунь, Бронза, Медь |
120-250 |
0.01 |
0.02 |
0.03 |
0.04 |
0.07 |
0.10 |
|
Магний |
150-300 |
0.01 |
0.02 |
0.035 |
0.04 |
0.075 |
0.12 |
|
Сталь |
35-50 |
0.005 |
0.01 |
0.015 |
0.02 |
0.03 |
0.05 |
|
Чугун |
40-60 |
0.005 |
0.015 |
0.02 |
0.03 |
0.04 |
0.06 |
|
Титан |
20-30 |
0.005 |
0.01 |
0.02 |
0.03 |
0.04 |
0.07 |
Примечание:
Если система СПИД (Станок-Приспособление-Инструмент-Деталь) с низкой жесткостью, то величину скорости резания выбираем ближе минимальным значениям, если система СПИД имеет среднюю и высокую жесткость, то соответственно и величину выбираем ближе к средним и максимальным значениям.
Если система СПИД (Станок-Приспособление-Инструмент-Деталь) с низкой жесткостью, то величину скорости резания выбираем ближе минимальным значениям, если система СПИД имеет среднюю и высокую жесткость, то соответственно и величину выбираем ближе к средним и максимальным значениям.
Общие рекомендации по подбору фрез
1. Фрезы подбирайте по принципу – наименьшая рабочая длина и наибольший рабочий диаметр необходимый для выполнения конкретной работы (фрезы с избыточной длиной и минимальным диаметром менее жесткие и склоны к образованию вибраций). Также при выборе диаметра фрезы учитывайте возможности станка, т.к. при использовании большого диаметра фрезы у шпинделя и привода станка может не хватить мощности
2. Правильно выбирайте конфигурацию фрезы. Стружечная канавка должна быть больше, чем объем снимаемого материала. Если стружка не будет свободно эвакуироваться из зоны резания, она забьет канал и инструмент начнет продавливать материал, а не резать его.
3. При обработке мягких материалов и материалов склонных к налипанию рекомендуется применять 1-заходные фрезы. Для обработки материалов средней жесткости рекомендуется применять 2-заходные фрезы. При обработке жестких материалов рекомендуется применять 3-х и более заходные фрезы.
2. Правильно выбирайте конфигурацию фрезы. Стружечная канавка должна быть больше, чем объем снимаемого материала. Если стружка не будет свободно эвакуироваться из зоны резания, она забьет канал и инструмент начнет продавливать материал, а не резать его.
3. При обработке мягких материалов и материалов склонных к налипанию рекомендуется применять 1-заходные фрезы. Для обработки материалов средней жесткости рекомендуется применять 2-заходные фрезы. При обработке жестких материалов рекомендуется применять 3-х и более заходные фрезы.